")
")
")
")
TIG-250P 220V AD/DC Square Wave Pulse Argon Arc Welder
One machine dual-purpose, with manual welding function, especially suitable for spot welding technology, with rapid arc initiation during spot welding; Equipped with automatic protection functions for overheating, overcurrent, and overvoltage, with good safety performance; With a unique output design, almost all metal materials can be welded.
Description
Feature
Argon welding/manual welding function:
Xenon arc welding when the conversion switch is set to “TIG” position; Manually weld the switch when it is in the “MMA” position.
AC/DC conversion function:
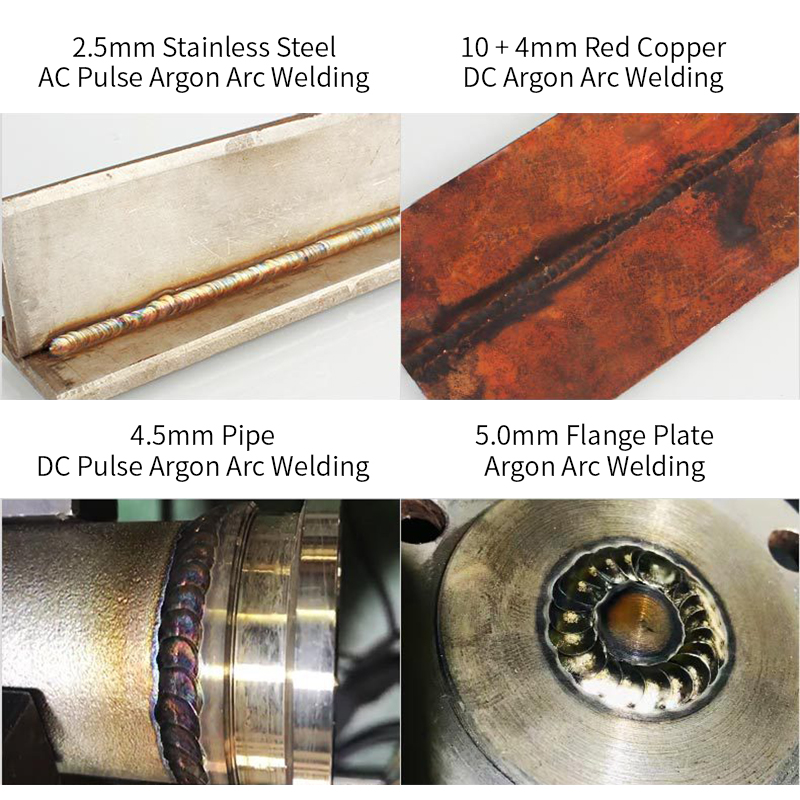
When the conversion switch is set to “AC” position, it is AC argon arc welding and can weld aluminum materials. When the conversion switch is set to “DC” position, it is DC argon arc welding and can weld metals such as stainless steel, iron, and copper.
2T/4T conversion function:
On the traditional welding/stopping 2T welding, the 4T welding function of starting/welding/ending/stopping has been added. Lighting for arc initiation allows welders to easily locate the weld seam; The small current for arc suppression (fixed 30A) solves the problem of arc pits at the end of the weld seam.
Adjustable starting current:
DC/AC argon arc welding machine can adjust the starting current according to the actual workpiece and welding requirements to achieve satisfactory results.
Welding, adjustable base current:
According to the requirements of the welded workpiece, set the corresponding welding current and base current (when the pulse switch is turned to the lower gear, there is no base current)
Adjustable duty cycle:
DC/AC argon arc welding machines should use a smaller duty cycle when the current is high, and a larger duty cycle should be used when the current is high.
Argon gas time adjustable:
The workpiece that has just been welded may be oxidized due to heat, so after stopping welding, the argon gas blown out by the welding gun should be used to cool for a period of time. This knob is used to adjust the exhaust gas blowing time (1-10s).
Cleaning function:
DC/AC argon arc welding machine In AC argon arc welding, the current is continuously alternating in two directions: positive and negative. When the current flows from the working direction to the tungsten needle, it is the forward current time. At this time, the tungsten needle generates less heat and the heat is concentrated, which is beneficial for welding. When the current flows from the tungsten needle to the workpiece, it is the reverse current time, which can clean the surface oxidation of the workpiece.
Comprehensive protection functions for overheating and overcurrent:
When the DC/AC argon arc welding machine operates continuously, for a long time, and with high current, in order to prevent damage to the components due to severe internal heat generation, an overcurrent thermal protection function is set. When this light is on, it is necessary to stop working, rest for a while, or restart.
Remote control function:
The DC/AC argon arc welding machine has a remote control function and can be used with a foot switch. The welding process can adjust the current to prevent aluminum welding from burning through due to overheating, ensuring high efficiency and quality of continuous welding.
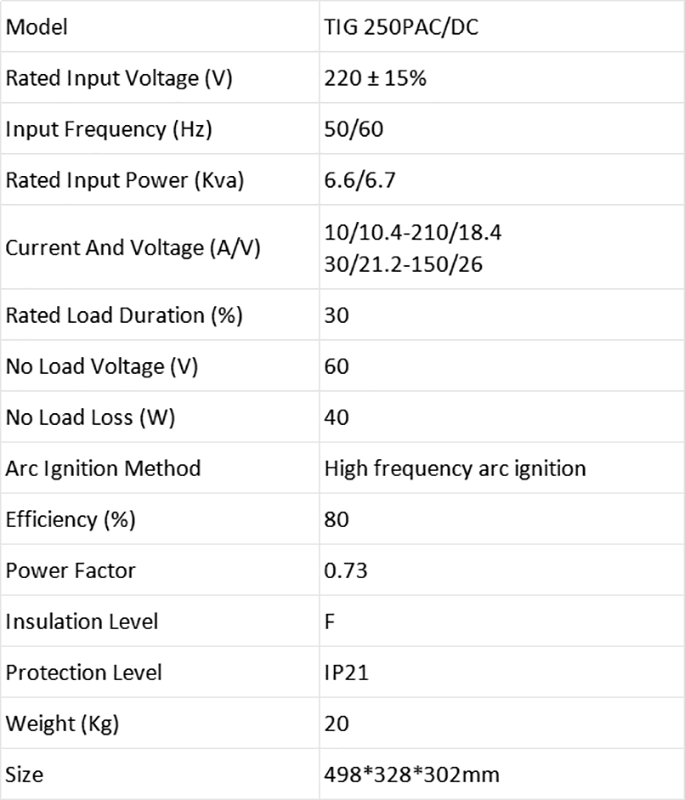
Specification