")
")
")
")
WSE-250 AC/DC TIG 220V Aluminum Argon Arc Welder
WSE-200G adopts technologies such as threaded tungsten needle preheating, pressurized arc ignition, preset arc starting current, front air adjustment, and buffer air width, ensuring reliable arc ignition under various conditions and without tungsten electrode burnout. This is a high-performance low-power multifunctional argon arc welding machine that uses single-phase input, making it convenient and flexible to use, with a large operating radius.
Description
Feature
Main functions of the argon arc welding machine WSE-250:
– Multifunctional argon arc welding/manual welding:
When the switch of WSE-250 is set to “TIG” position, it is argon arc welding; when the switch is set to “MMA” position, it is manual arc welding.
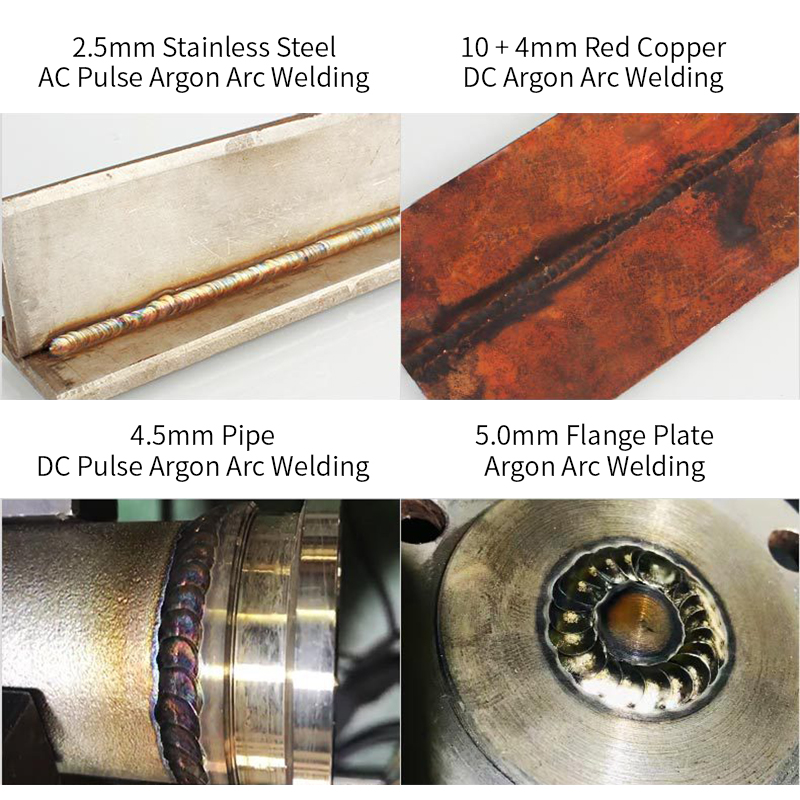
– AC/DC conversion function:
When the switch of WSE-250 is placed in the “AC” position, it is AC argon arc welding and can weld aluminum materials. When the switch is placed in the “DC” position, it is DC argon arc welding, which can weld stainless steel, iron, copper and other metals.
– With foot pedal function:
WSE-250 has a switch that is set to “OFF” and the current is adjusted by the panel knob; when the switch is set to “ON”, the current is adjusted by a foot switch.
– The front blowing argon gas time is adjustable:
In order to ensure the welding effect of WSE-250, the argon gas needs to arrive before the current during welding. This knob is used to adjust the interval between the argon gas coming out and the arc coming out (0-2s).
– The post-argon blowing time is adjustable:
WSE-250 The workpiece immediately after welding will be oxidized due to the heat, so after stopping the welding, the argon gas blown out by the welding gun should be cooled for a period of time. This knob is used to adjust the exhaust gas post-blow time (2-10s)
– Adjustable duty cycle:
WSE-250 should use a smaller duty cycle when the current is larger; it should use a larger duty cycle when the current is smaller.
– Adjustable decay time:
When WSE-250 completes a section of welding and closes the arc at the end, in order to ensure good formation, the current is required to gradually decrease to stop. This knob is used to adjust the decay time of the current.
– Comprehensive protection functions for overheating and overcurrent:
When the WSE-250 welding machine is working continuously, for a long time, and with high current, in order to prevent the components from being damaged due to severe internal heating, the overcurrent and overheating protection function is set. When this light is on, you need to stop working, take a rest or restart the machine.

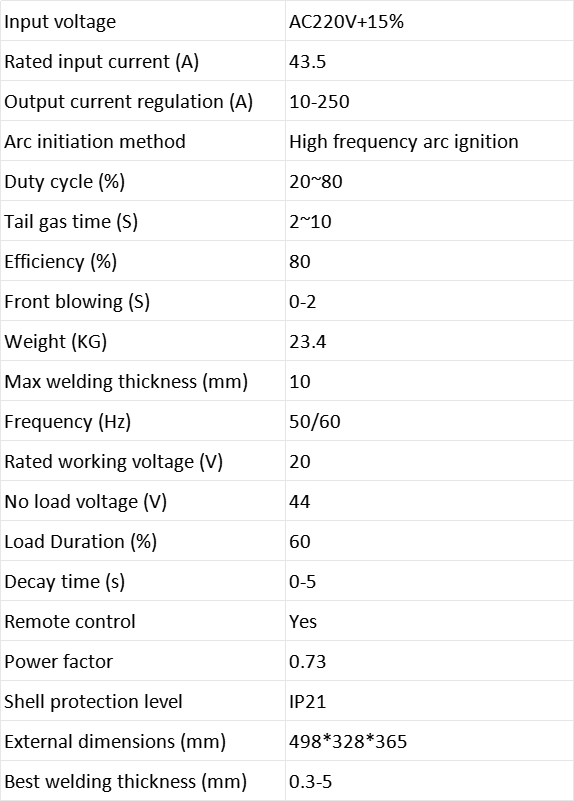
Specification